Plantwide PLC Control and Vision Via Radio













|
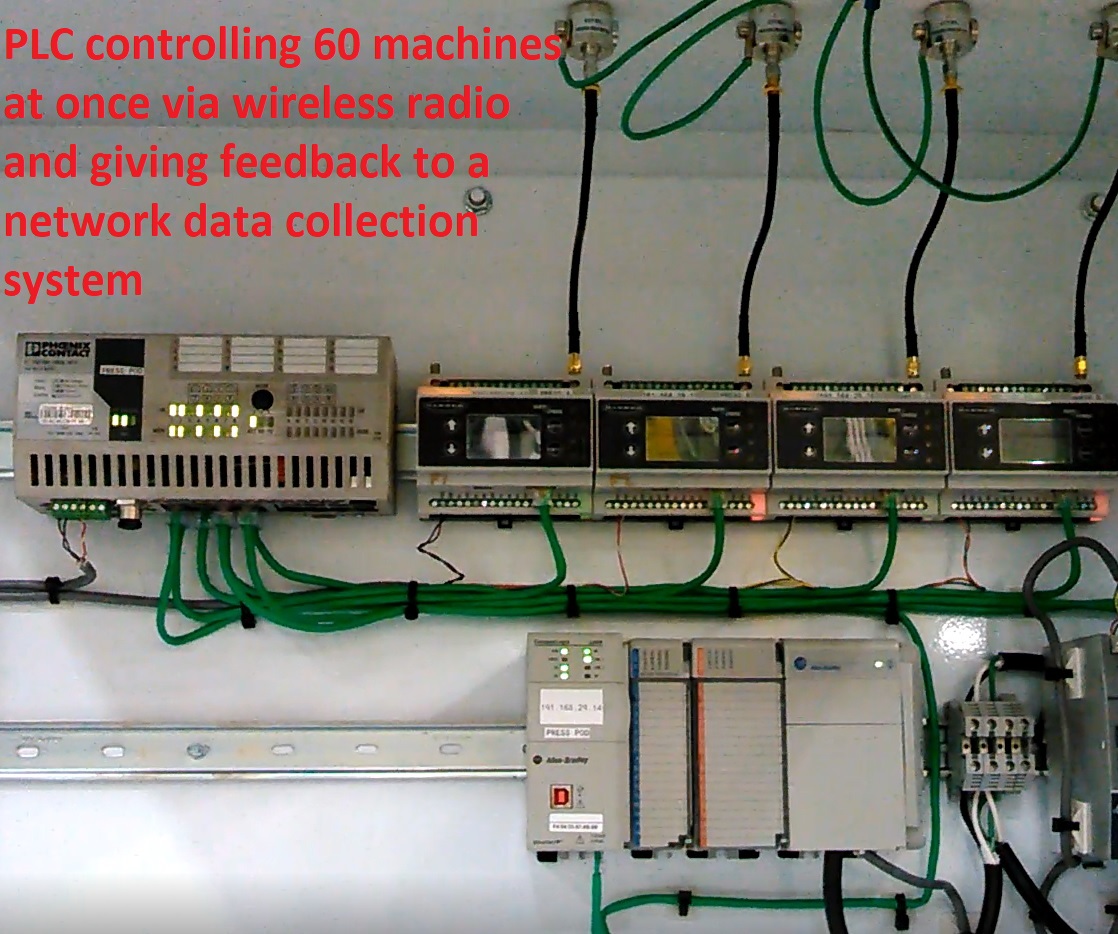
Connecting PLCs to DXM Radio receivers then DX80 radio signals to equipment IO - This gives the capability to control robots and other PLC functions using IO over radio instead of wires. All functions work in or outdoors.
|
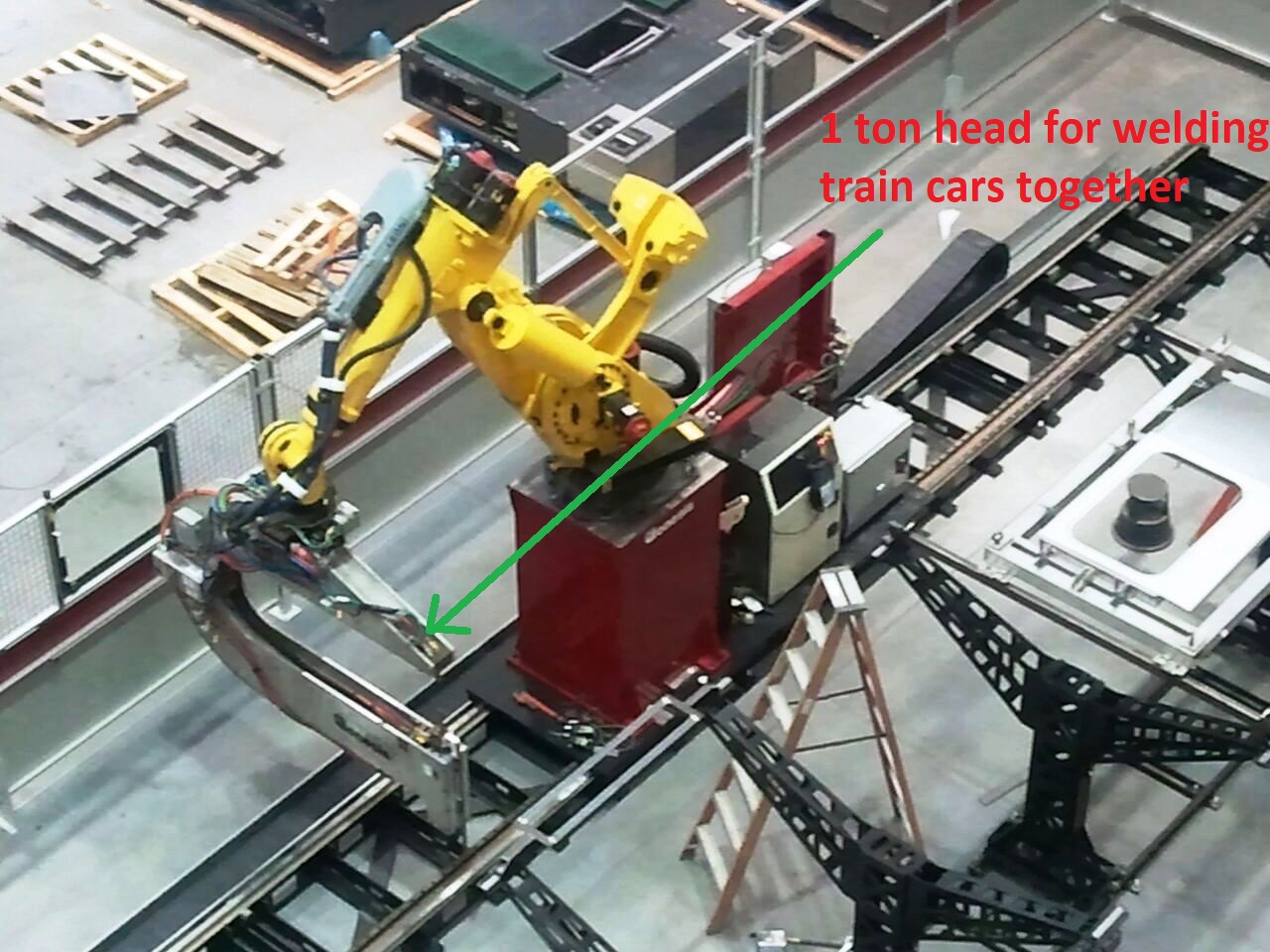
Calibrating robots using lasers, digital protractors, and Keyence cameras - Alignment of tools to robot program structures can be done to the thousands precision by attaching one digital protractor to the robot EOAT and the other to the part. Accelerometers allow for the use of radial movements & arc moves. Recording each angle data point in the robot allows for drilling calibration points into the floor or part depending what's needed per process. Each angle should be in the ladder logic comments.
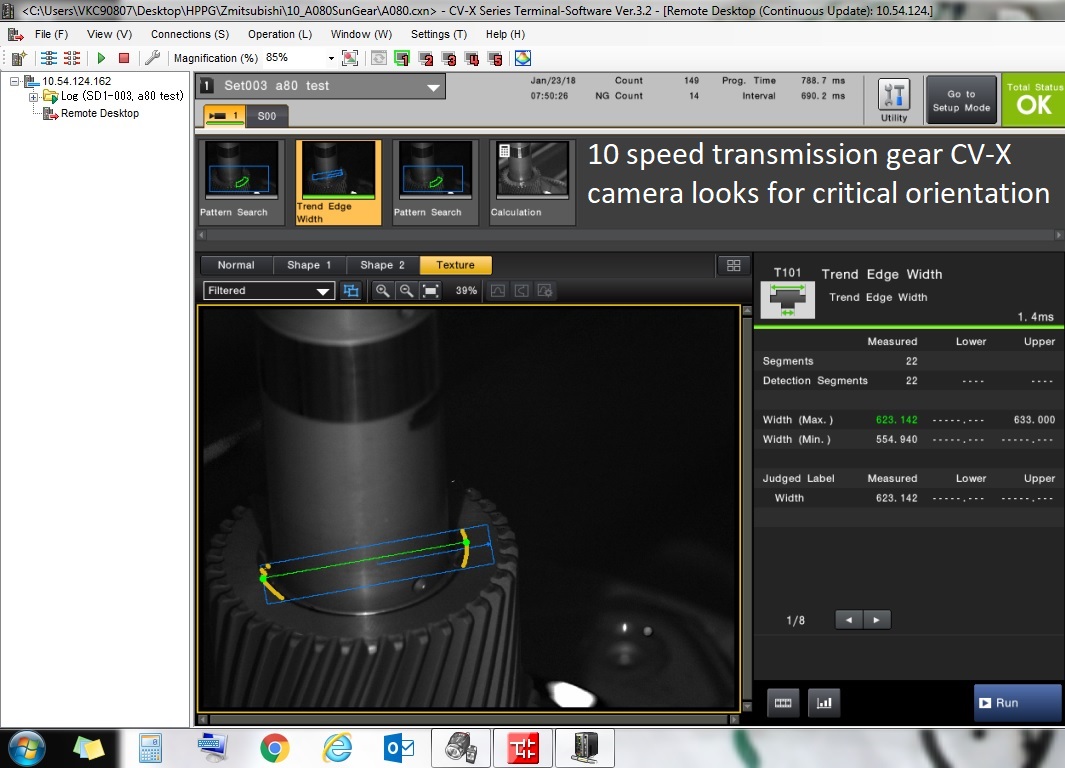
Many factories have the same problems with labeling errors which can be defeated using QR recognition and pick-to-light systems. Cameras and color sensing lasers can identify what is being or was built without being told through an HMI. Seeing what the machine sees helps everyone.
There are lasers that can read presence at 40 feet and allow for interrupted space. This is done by giving a focal point without requiring a reflector to determine distance. If something can be seen by the human eye it can also be seen by laser or vision systems. Personnel and equipment can be between the laser head and focal point without disrupting data gathering. Temperatures can be seen in conjunction with color, shape, and distance with the right equipment installed for making automatic adjustments.
Combining layered capabilities of multiple devices - Data sets can be passed into ladder logic, stored on a network, then fed into DDE (Dynamic Data Exchange) showing live data graphs in Excel. Imagine giving your presentation using an Excel graph that moves / updates real time as the robot you're talking about is working. Anything that has a sensor and talks to the PLC can do this. Many companies try to sell expensive graphing programs; however, I like to get to data to Excel and training the user how to build his / her own moving graphs. Anything the PLC knows so can you. Live SPC and inspection data recording systems can also auto correct defects real time if a feedback loop exists. Live modeling and simulation systems give machines decision capabilities as needed to correct as the product is being built.